Slurry excavation is progressing well on the Portland’s East Side Combined Sewer Overflow (CSO) project, with the third of six TBM drives on track for breakthrough at the end of next month.
Following the launch of its 25ft (7.7m) diameter Herrenknecht Mixshield TBM ‘Rosie’, in mid-July last year, the Kiewit/Bilfinger Berger (KBB) contracting JV managed to double scheduled production on its first drive, reaching an average of 400ft (120m) a week.
This initial progress, which is partly attributed to experienced local labour garnered from the West Side CSO project (T&TNA, June 2004, p12), has set the project up for a promising duration.
Project set-up
Portland’s $381 million East Side CSO tunnel scheme is the final and largest of its Clean River Program projects, which aim to eliminate untreated sewage and storm water overflows into the Willamette River by 2011. The main component of the project is a 5.5-mile (8.9km) long, 22ft (6.7m) i.d. tunnel, running along the east bank of the river, at depths of 85ft (25m) to 165ft (50m), predominantly through the cemented gravels of the area’s Troutdale formation.
The tunnel is currently being driven north from the Opera Shaft to Port Center Shaft, near the Swan Island Pump Station, where it will be eventually be disassembled and returned to Opera for a final southbound drive to McLaughlin (figure 1).
In addition to the tunnel, a network of open-cut and microtunnelled pipelines are also being constructed in order to intercept flows from existing outfalls and divert them to the seven shafts along the route.
Building on experiences gained from its West Side CSO project, which went into operation at the end of 2006, the City of Portland Bureau of Environmental Services (BES) aimed to reduce risk exposure on the scheme by adopting a comprehensive risk management strategy during the pre-design phase[1]. A primary component of this strategy was the adoption of a fixed-fee cost-reimbursable contract, involving extensive contractor participation during final design development.
BES and its designer Parsons Brinckerhoff also undertook a series of workshops throughout the project implementation phase, to identify and mitigate design, construction and planning risks. Based on the ethos of the UK’s Joint Code of Practice for Tunnelling Works, this combined approach aims to minimize risk for all the parties involved with the project.
Tunneling progress
Ironically, one of the primary risks identified during this process as having potential for delaying the start of tunneling works was groundwater control at the slurry wall shafts. With the launch of the JV’s Mixshield delayed by seven weeks, as leak-sealing operations were undertaken at the project’s main Opera mining shaft, things didn’t get off to the smoothest of beginnings (T&TNA, December 2007, p6).
However, with a spectacular first drive, KBB pulled this delay back by doubling, and at times tripling, predicted advance rates to reach the Alder Shaft on schedule at the beginning of December 2007.
The team credits this success to both the suitability of the chosen excavation method and also the unique experience of the local union workforce, which came straight from the West Side CSO project – the first slurry tunnel of its size in the US.
“Once we had the machine fully commissioned, we were basically up into full production within a week’s worth of mining,” explains Niels Kofoed, Assistant Tunnel Manager for KBB. “There definitely would have been much more of a learning curve involved if it hadn’t been for the training the guys had on West Side.”
Working three 8hr shifts per day, sustained progress rates of 400ft per week were achieved during this run, with a best day of 24 rings or 120ft, and a best shift of nine rings or 45ft.
Of course, these advance rates had a major impact on segment manufacturing. Production in the casting yard had been based on an eight segment, steel fiber or rebar reinforced (depending upon the prevailing geology) Universal ring, at an average advance of eight rings per day. With the TBM tripling these rates, additional moulds had to be purchased keep up with the demand.
Production settled back down to an average of 16 rings/day with the commencement of the second drive from Alder in January of this year, as the JV began to approach a number of bridge footings and the complex Banfield Interchange area, beyond Burnside Bridge.
The Interchange consists of a series of interconnecting elevated highway ramps, some with piled foundations as deep as the tunnel alignment. “In the design stage, there was one pile located very close to the tunnel, at roughly 10ft,” says KBB’s Tunneling Manager, Christof Metzger. “So we realigned this section to avoid the narrow passage through the piles.”
Despite this, a cautious approach was nevertheless adopted towards tunnel induced movement throughout the section, with an automatic alert system in place if settlement trigger limits were approached. Fortunately, this proved not to be an issue, with the drive reaching Steel Bridge in mid-May on schedule and without incident.
At the time of T&TNA’s visit in late June, free air inspection of the TBM’s cutterhead tools had just been completed, following an underwater breakthrough and draining of Steel Bridge Shaft. However, with 8600ft (2.6km) of tunnel completed, the focus of the works was on replacement of the 14” slurry discharge pipes and maintainence of the pumps.
“The TBM is not the driver here for power consumption, it is mostly the slurry system and the pumps themselves,” explains Metzger. “There are five 923HP discharge pump units in the tunnel and one on the TBM. The intermediate booster pumps alone weigh approximately 20t each. It’s definitely a very expensive part of our drive and also a tricky one, as they require maintenance on a daily basis – checking, pegging adjustments, replacement of wear parts, etc.”
An additional issue with the pumps has come from the Troutdale cobbles. “You transport a lot of large stones, whatever passes through the cutterhead,” says Metzger. “Twice so far pump impellers have become clogged.” When this happens the pumps have to be stripped down and repaired.
Although the grizzly bar openings on the cutterhead are 6”, many of the cobbles that make it through the machine are oval and much longer. “Some of the larger cobbles that make it through are eight, maybe 10, inches long,” says Kofoed.
On the whole, the slurry system has been performing extremely well for the JV. However, the 6000 gallon/min Schauenburg MAB separation plant was designed primarily for the Troutdale formation, which makes up about 85% of the route’s predicted geology.
Therefore, the setup inevitably needs adjusting when the TBM encounters the less frequent sections of finer sand/silt or gravel alluviums. “It’s always tricky to design a system that works 100% for all soils,” says Metzger. “But Schauenburg have done well on this project, on the whole we’re very pleased with the system’s performance.”
Logistics
As with many urban tunnel projects, space is at a premium around the Opera site and much effort has gone into scheduling truck movements so as not to impact upon other businesses local to the area.
The proximity of the river has assisted greatly in this, with a conveyor leading straight from the separation plant to a muck holding area on the edge of the riverbank. From here, another overland conveyor loads directly onto three or four 1000t barges per day, which transport the muck to the nearby Ross Island lagoon, where it is being used for reclamation works.
However, more of an issue at present is space at the JV’s three warehouses in the Terminal 1 area, to the west of the river. While two of these warehouses are used by KBB for equipment storage, the third is home to the segment casting yard.
Half way through its total scheduled production of 6000 rings, the yard is currently manufacturing about 16 rings per day. To date, TBM advance has more than matched this production – with each 32t ring being delivered to the machine’s erector, installed, bolted and back grouted, faster than the trucks can deliver them to site.
During planned TBM downtime however, space at the yard is a big problem and storage capacity will almost certainly be exceeded following the next breakthough at River Street Shaft. At that point, there will be a further six week break in production, in order to prepare the TBM for its longest, 8700ft (2.7km), drive on the scheme.
Future drives
The Mixshield is scheduled to begin its final northbound drive to Port Center in mid-November. Assuming everything continues going to plan, it will reach the shaft in May 2009. “At that point we do a complete refurbishment of the TBM,” says Metzger.
Disassembly and refurbishment will last for four months, up to September 2009, with the majority of the machine being brought back through the tunnel to the Opera shaft.
Only two major elements are exempt, the cutterhead and the tailshield, both of which the JV hopes to transport via the surface. “We have confirmation that the cutterhead will be brought back in one piece,” says Metzger. “We would also prefer not to have to cut the tailshield. It needs to be perfectly round when rewelded, to retain a proper seal, which is always tricky.” KBB is currently assessing the costs of various options, including transportation along the river by barge.
Once reassembled, the machine will restart from Opera in the second half of September 2009, driving south to the McLoughlin Shaft.
The project team hopes to build on its current success, staying below budget and ahead of schedule – and with a pro-active partnering approach to risk management, combined with realistic production goals, tunneling, so far, seems to be on track for completion in 2010.
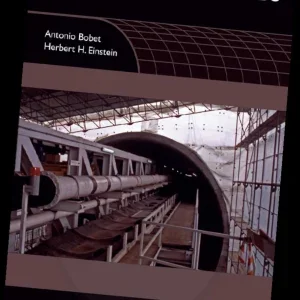
ESCSO’s Operal shaft portal Figure 1 – Route of the East CSO tunnel and shafts The 25ft diameter Herrenknecht Mixshield is readied for launch from Steel Bridge Shaft View of the universal precast tunnel lining A custom made platform supports one of the project’s 20t Warman booster pumps Grout ports mark the tunnel’s interface with Steel Bridge Shaft’s slurry wall, which was sealed before draining the shaft for free air cutterhead access Micro challenge
Not to be overshadowed by the large bore tunneling, the East Side CSO project also includes some 7820ft (2.4km) of microtunneling works. With eight specific microtunnel drives in KBB’s base contract and also a ninth change order drive, the JV are basically collecting existing outfall flow and bringing it to the main construction shafts, explains KBB’s Micro Tunnel Manager, Matt Roberts. At the time of T&TNA’s visit the JV had completed four of these drives, including a continuous run of 3055ft (932m) – North America’s longest to-date.
The JV first launched its 102†(2.5m) diameter Herrenknecht AVN slurry machine on a short 275ft drive from Steel Bridge Shaft in July last year. Installing 84†i.d. concrete pipe, which comes from Hanson Pipe & Precast just south of Portland, the team were initially achieving progress rates of approximately 30ft/day.
This was the first of two drives from Steel Bridge, both excavating through the cobble-rich Troutdale formation. “We learned a lot on that first drive,†says Roberts, who found they were spending a large amount of time clearing rock plugs in the 6†slurry return line.
As witnessed on the large bore drive, many of the long, oval, Troutdale cobbles were passing directly through the AVN’s circular cutterhead ports before encountering the stone crusher. These cobbles were tumbling and twisting in the pipe and getting stuck. Following breakthrough, it transpired that wear on the machine’s carbide cutter tools was also an issue in the gravels.
The team therefore made a number of modifications to the AVN before launching it on the second, much longer, 1100ft drive from Steel Bridge. “We throttled down the cutterhead ports, putting some inserts in to make them a bit smaller,†explains Roberts. This resolved the jamming problem and the team began to see quite a few cobbles coming through that had been cut in half.
“We ended up doing quite a bit better than the first drive in the same sort of ground,†says Roberts. The AVN was almost twice as productive with the modifications – with progress rates increasing up to around 50-55ft/day. “We also went to more of an alternating carbide/hardface cutterhead tool configuration, and it’s worked out really well,†he says. Compared to the first bore, the second 1100ft drive saw virtually no wear at all.
Following these initial Steel Bridge drives, the team undertook a third 724ft run from the Alder Shaft through sand/silt alluvium with some gravels. The transition from the Troutdales to a much softer material proved good practice, giving the team a chance to refine the 400m3/hr Schauenburg MAB slurry separation system prior to embarking on their 3055ft drive from Port Center. “We learned a lot of lessons on the separation,†says Roberts. “Going from the Troutdales to the sand/silt alluvium we ended up adding on some bolt-on components, including another centrifuge and a gumbo box from Brandt, to help separate out the softer materials.â€
Other changes were also adopted in preparation for the recording breaking drive (shown on figure 1), which began on February 14 this year. Rather than the standard laser guidance system used for the other drives, a VMT water level and gyro system was retrofitted for the launch. As the drive progressed, intermediate jacking stations and a high-voltage transformer were also brought into the pipe.
Running south from Port Center along the Willamette shoreline, which has seen quite a bit of industrial development over the past century, the team suspected that some debris would be encountered along the drive – this proved precisely the case. About half way into the drive, the JV hit a substantial number of wooden piles and also quite a bit of steel and other fill material. “There actually was an old dock that used to be in this area, there were old foundations for a boardwalk and some docks that used to be in the river and that’s what we were mining through,†explains Roberts.
Surprisingly, however, there was minimal damage to the machine. “We did actually go in and do a free air inspection about halfway through and thought we would have to replace tools,†he says. “Actually, although there was a fair amount of wear on the carbides, the hardface components were still in pretty good shape, which was a surprise, a nice surprise, after hitting all that steel and wood.â€
With limited space available at the shafts, planning and scheduling has been a key factor. Only about a day and a half’s worth of pipe is stored on site, with Hanson bringing in a daily delivery of 10-12 pipes, and the majority of materials are delivered just-in-time to reduce storage requirements as much as possible. The containerized Schauenburg MAB separation plant has also assisted in keeping space to a minimum. “It’s pretty compact,†explains Roberts. The system discharges waste directly into muck bins, which are then loaded straight to trucks and disposed of at landfill.
Following a total of 60 drive days, the AVN successfully completed its landmark drive on April 19 and, at the time of T&TNA’s visit, was about to relaunch on a short 75ft run out of the same shaft. Next will be two further short sand/silt alluvium drives out of Alder, a 125ft and a 85ft drive, which tie in Outfalls 36 and 37, and from there the team will relocate to McLoughlin for a 900ft drive through the Troutdales, to Outfall 28. The final 1400ft, change order, drive will be out of the River Street Shaft, to Outfall 44a.
With 80% of the drives in the original contract now complete, KBB are also on track to achieve some impressive results on this major ‘micro’ side of the project.
Muck storage area and over-land conveyor Completion of the record-breaking 3055ft microtunnel drive The AVN’s narrowed cutterhead ports View of face during free air intervention Jacking setup in one of the secant pile shafts